
SPECIAL MACHINES
Our competence for all special machines such as assembly systems is based on our employees’ decades of experience in this area. The machines are designed and implemented according to the specific requirements of the customer. The degree of automation ranges from simple manual workstations to assembly stations and fully automated, interlinked production systems.
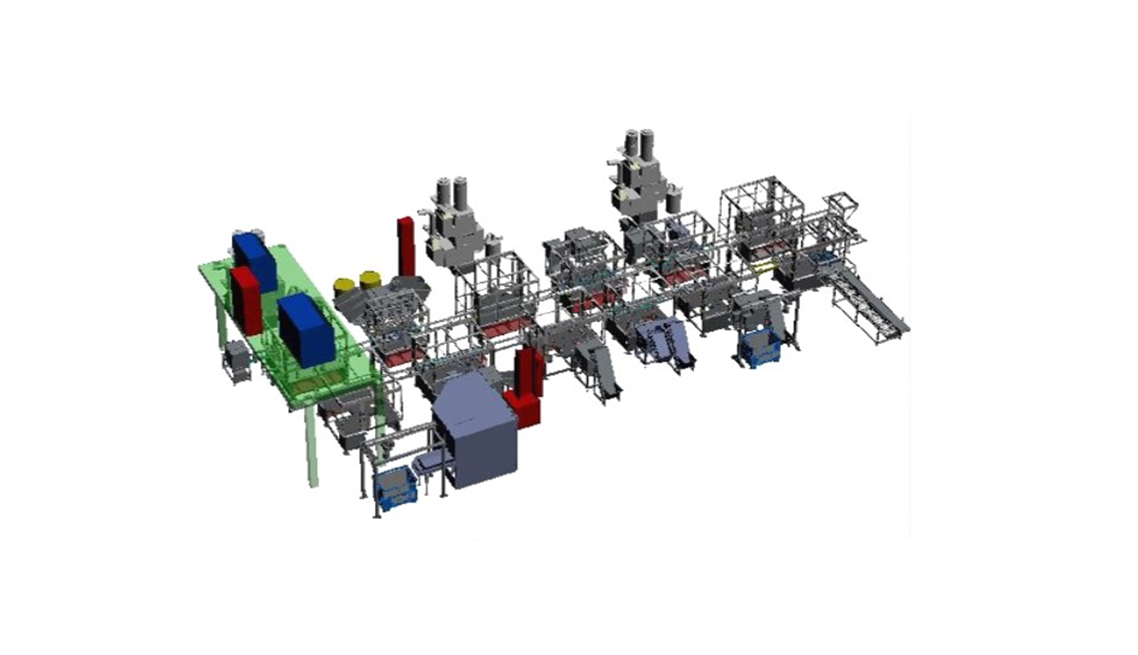
PLANT INFORMATION
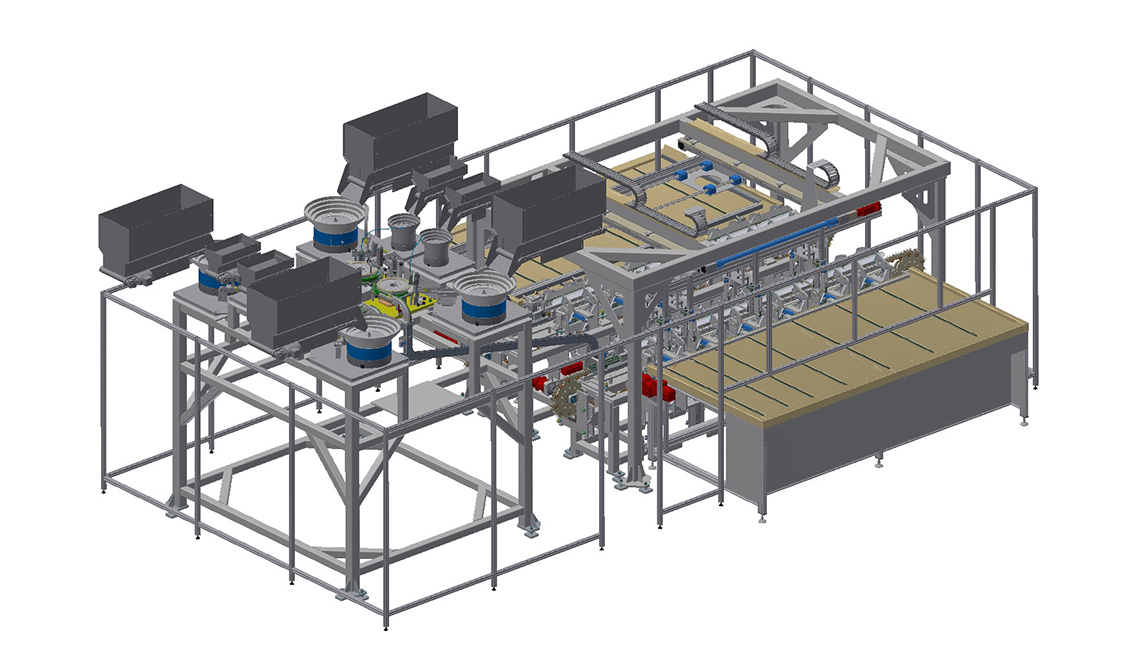
- various variants (profile lengths from 500 to 3000 mm)
- Cycle time: max. approx. 20 sec
- Bunker and pre-assembly systems for small parts on the stage above the plant / hall floor level
- Separate various individual components from bulk material using vibratory conveyors
- Pre-assembly of the individual parts in 4 rotary indexing tables and delivery of the pre-assembled components via shafts to the lower system level
- Pre-assembly cycle time: approx. 1.2 sec
- Magazine for sheet steel profiles on belts
- Servo-driven assembly chains
- Crimping units for fixing the components in the profile
- Servo motorized portal handling for handling the “raw profiles” and the finished parts
- Storage and removal of the finished parts on belt conveyors
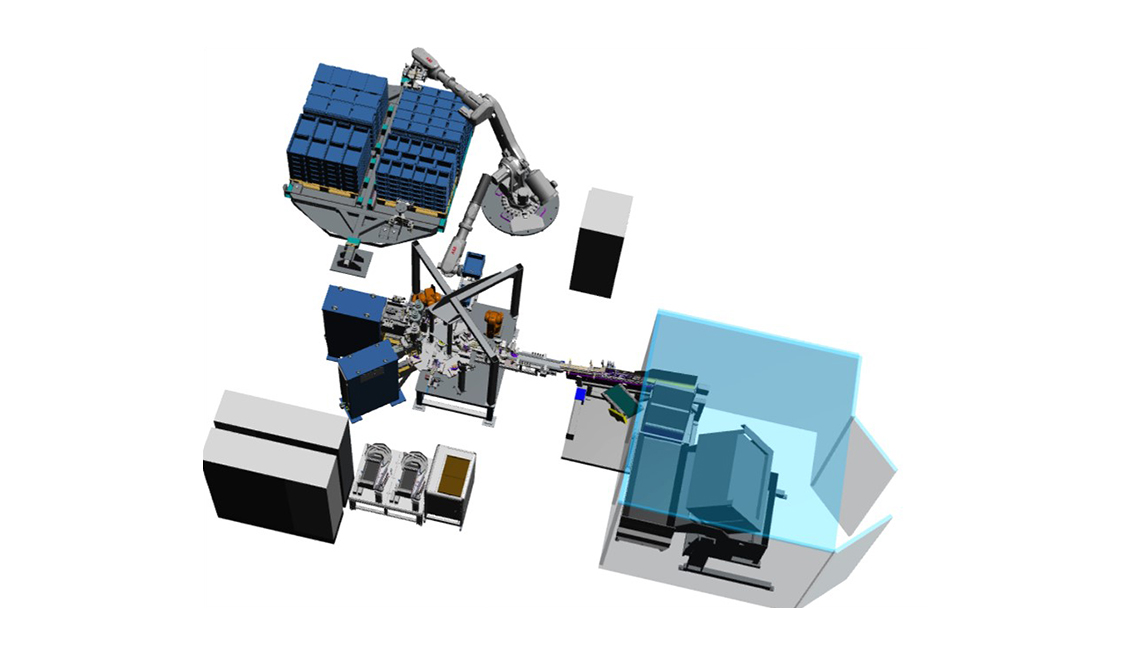
- 6 very different variants (setup process simple and fast)
- Cycle time: approx. 4 sec
- Realization in compact design with rotary table and 3 robots
- Separate holder elements from bulk material using 1 universal feeding technology (incl. GLT tipping device) and place them on the RTT using a robot
- Separate 2 variants of nuts from bulk material and place them on the product
- Projection welding of the nuts on the holder elements
- Storage via robots in KLTs (2 different KLT variants)
- Depalletizing and palletizing the KLTs on Euro pallets via robots
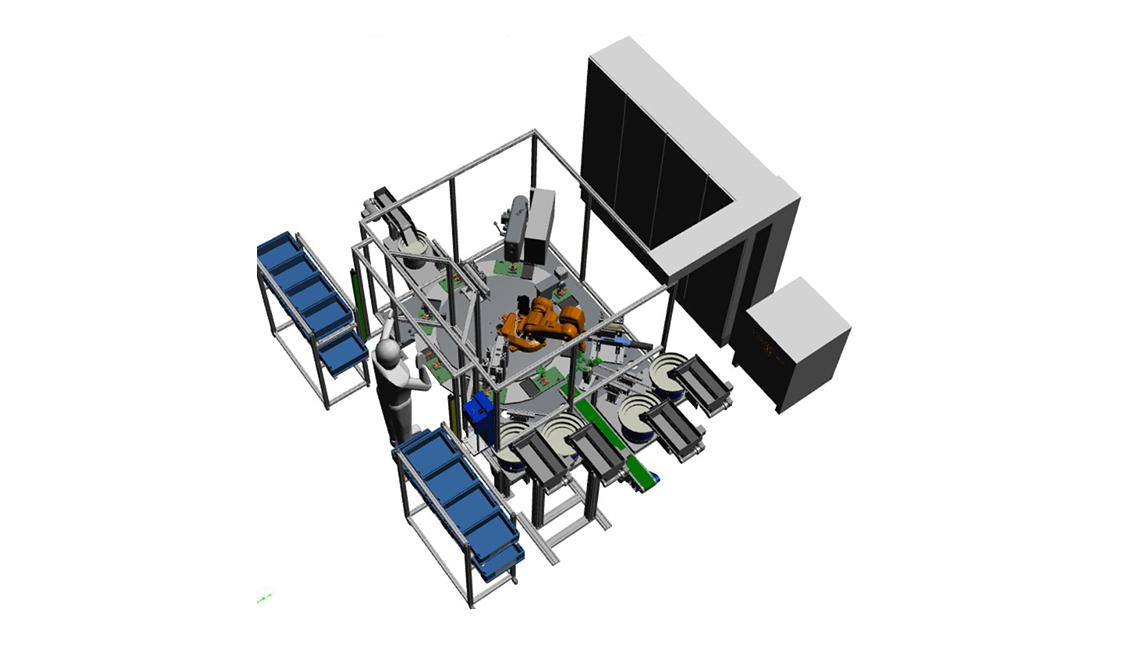
- 6 variants (setup process via quick emptying of the feed technology)
- Cycle time: approx. 9 sec
- Realization in a compact design with rotary indexing table and 1 robot, protection of the worker area via light grids
- Separate, align and place on the RTT 5 different individual components from bulk material using a vibratory conveyor
- Aut. Greasing the bearing sleeve
- Position and geometry control of the components with camera systems
- Several joining processes via servo spindle drives with force / distance evaluation
- Orbital riveting of an axle connection
- Handling of various sheet metal clamps via robots
- Transfer of the finished parts to the downstream system via a clocked belt conveyor
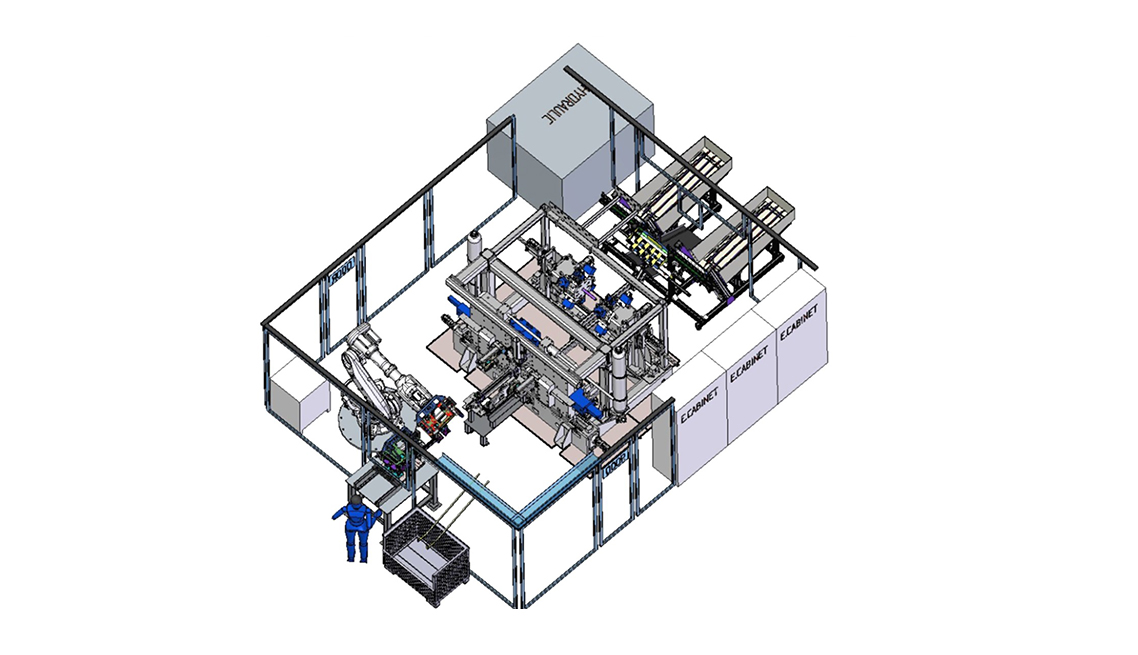
- Standard system, available in versions with different degrees of automation (TEF – TubeEndForming)
- A wide variety of component variants can be implemented (set-up process simple (snap-in locks) and quick thanks to coded tool quick-change sets)
- Cycle time: approx. 10 sec
- Separate pipes from bulk material using a step conveyor, measure the length using a measuring probe, measure the diameter and the wall thickness using a camera system
- Alignment of the pipe to the center of the machine
- Tube transport through the various processing steps with highly dynamic linear servo axes
- Aut. Oiling of the pipes
- Option, aut. Beads
- Aut. Flanging and forming of additional elements in the main C-frame using movable multiple tools
- Aut. Marking of the finished part (laser, dot peen, etc.)
- Aut. Insertion of additional components in the tools and removal of the finished part via robots or transfer handling
- Workpiece carrier circulation system with 12 process stations
- A wide variety of component variants can be implemented (setup process is quick and easy, e.g. by quickly emptying the feed technology)
- Cycle time: approx. 5 sec
- Separate individual components from bulk material and place on WT
- Position detection of complex components with camera systems and guided gripping of the robots
- Laser welding with intelligent allocation of the laser sources to several stations and inline process monitoring
- Cross-jet and centralized suction
- Backlash measurement on components via rotation angle detection -> Input for the punching process
- Retraction and torque testing of the end product
- Marking of the component with the marking laser
- Feeding / conveying out of KLTs via roller conveyor and depositing of the finished end product in KLT via robots
COMPETENCE
The basic principle of the Helmerding system development is a module orientation with defined interfaces. This applies to the press, the conveyor system, the transfer as well as to the peripheral system components such as tool changes and robotics.
We guarantee precision and quality through certified business processes and a high proportion of in-house production. The good infrastructure in terms of buildings, processing machines and systems to support our work processes is another quality component.